

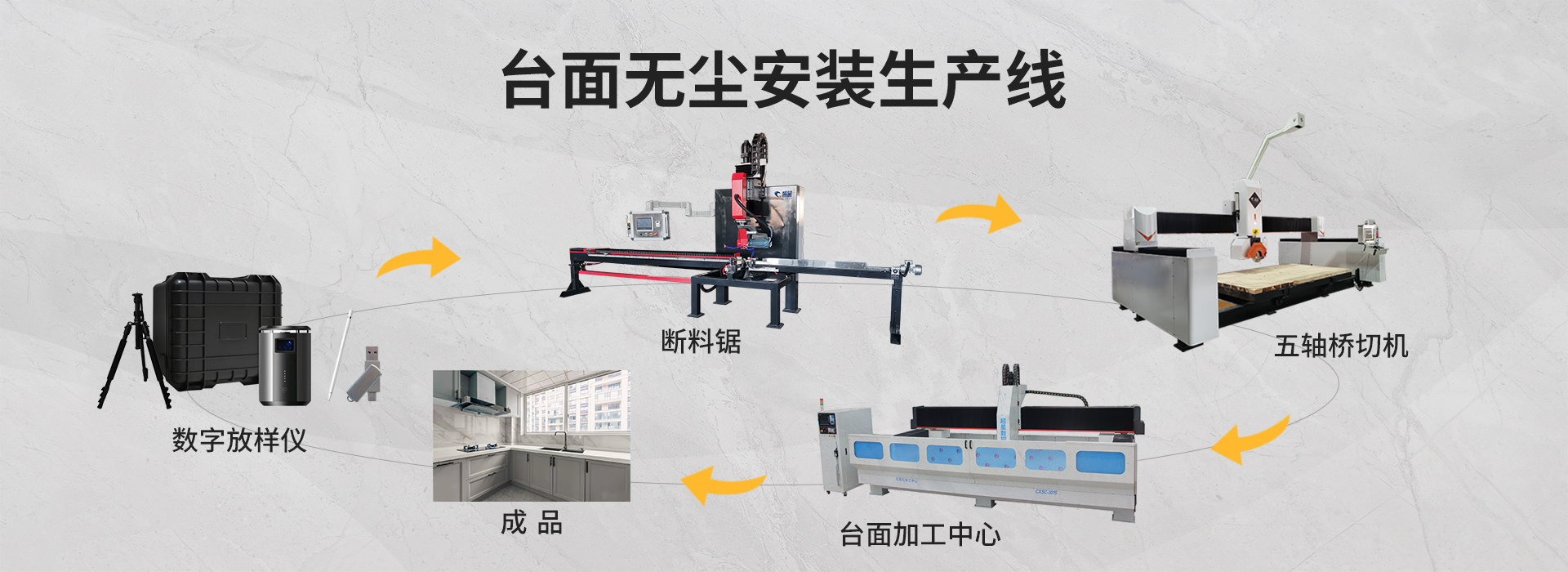
 全屋石材定制設(shè)備解決方案
全屋石材定制設(shè)備解決方案

服務(wù)熱線
18653576781
全屋石材定制設(shè)備解決方案
18653576781
 網(wǎng)站首頁 > 石英石櫥柜臺面加工操作工序(中)
網(wǎng)站首頁 > 石英石櫥柜臺面加工操作工序(中) 接上期內(nèi)容
邊形加工
1、對上道工序傳來的產(chǎn)品需要質(zhì)檢,對不合格的產(chǎn)品應(yīng)予拒收,。
2,、邊形的加工包含背墻邊、直邊,、斜邊、前緣邊、異型邊等所有的水磨邊,,要求達到接近原廠的表面光度。
3,、背墻,、斜邊、前緣邊等直形邊先使用磨邊打出形狀,,如使用手工磨邊形,,需要保證其線性偏差在0.5mm以內(nèi),嚴(yán)格依照制度之標(biāo)準(zhǔn)制作。
4,、水磨時保持板邊固有的形狀,,水磨只起拋光作用,而不能改變其形狀,。
5,、磨邊使用從50、100,、150,、300、500,、800,、1000、1500,、2000,、3000#,水磨片需要保證每一道水磨,,打每一道水磨完成徹底打到位,,標(biāo)準(zhǔn)可以用50#、150#,、1000#,、1500#、200#,、3000#的六道水磨,,打水磨時要給足夠的水,以防止細磨時燒黑表面,,磨機的轉(zhuǎn)速為4000r.p.m,。
6、打水磨時,,臺面底部需要平直,,多塊臺面的高度應(yīng)一致,防止兩邊與中間高度不平,。
必要時使用細砂紙進行細微處的拋光打磨,。
開孔,開槽
任何開孔劃好線定位后需要經(jīng)組長審核確認(rèn)后方可下刀,。所有操作須配合冷卻水,。
1、對上道工序傳來的產(chǎn)品需要質(zhì)檢,,對不合格的產(chǎn)品應(yīng)予拒收,。
2,、開孔前劃線前先讀懂圖紙尺寸,特別注意因分段和塊臺面組合與中心線或邊線的關(guān)系,,不要混淆中線和邊線,。
3、開孔需要在大面承托的木制工作臺上進行,,嚴(yán)禁懸空作業(yè),,以防因脫落導(dǎo)致裂紋。
4,、準(zhǔn)備水龍頭及煤氣孔模板,,使用手電鉆,安裝金鋼石鉆頭,,將木材??坠潭ㄔ谂_面上,沿木??茁@下即可,。
5、水槽及面盆開孔
① 臺上盆四邊留2mm的縫隙,。
② 在板上劃好線后,,為避免切割線的延展及角落出現(xiàn)裂紋,需要在開孔角上鉆75px以上的洞,,然后使用手切機沿孔內(nèi)側(cè)切割,,并于轉(zhuǎn)角處保留盡可能大的圓角。(背墻可遮掩)
6,、爐的開孔
① 保證75px以上爐體下垂的周邊與爐孔周邊的縫隙,。
② 在板上劃好線后,為避免切割線的延展及角落出現(xiàn)裂紋,,
需要在開孔角上鉆75px以上的洞,然后使用手切機沿孔內(nèi)側(cè)切割,,并于轉(zhuǎn)角處保留盡可能大的圓角,。(背墻可遮掩)
7、使用弧形石英石條于孔的四角加固,。
8,、使用25mm寬的石條在孔的四周加固。
9,、所有臺上水槽孔,、面盆孔、爐孔位需要打三道水磨,,即50#,、150#,、500#,保證開孔邊平順無裂齒,。
本期先介紹到這里,,下期繼續(xù)為大家介紹!
上一篇:石英石櫥柜臺面加工操作工序(上)
下一篇:石英石櫥柜臺面加工操作工序(下)